Заточка и разводка ленточных пил
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Заточной станок для ленточных пил
Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
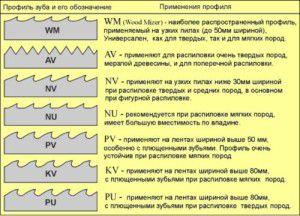
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
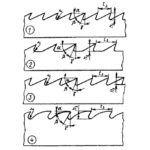
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
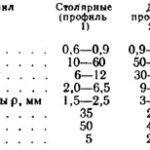
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
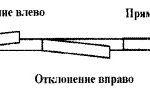
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.

Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.

Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.

Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Развод и заточка ленточных пил по дереву своими руками
Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.

Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Формы режущей части и угол заточки
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.

Разводка ленточной пилы

Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Средняя величина развода ограничивается значениями от 0,3 до 0,7 мм. Это относится к стандартным моделям ленточных пил по дереву.


Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
stanokgid.ru
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ЛЕНТОЧНЫХ ПИЛ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ЛЕНТОЧНЫХ ПИЛ WOOD-MIZER
Пила WOOD-MAIZER сделана из высокоуглеродистой стали и термообработана таким образом, чтобы обеспечить максимальную стабильность пилы в пропиле , именно поэтому наша компания рекомендует к применению пилы WOOD-MAIZER, однако, у любого положительного качества не может не быть сопровождающих его побочных явлений. Есть таковые и у пил WOODMAIZER. Они требуют к себе более строгого отношения со стороны операторов и заточников.
1 ШАГ ЗУБА ЛЕЗВИЯ
Шаг зуба лезвия — это расстояние между вершинами двух соседних зубьев. Для лезвий WOOD-MIZER он составляет 22.0 мм. Шаг зуба постоянен и не изменяется в процессе заточки.
Высота зуба — это расстояние между основанием межзубового углубления и вершиной зуба. Благодаря наличию межзубового углубления опилки во время распиловки удаляются из рабочей зоны лезвия. Высота зуба должна быть достаточной для обеспечения удаления опилок, скапливающихся в межзубовом углублении в процессе пиления.
Высота зубьев лезвий WOOD-MIZER оптимальна для любых видов распиловки. При заточке лезвия высота зуба уменьшается. Для сохранения необходимой высоты зуба необходимо углублять канавку между зубьями до тех пор, пока высота зуба не будет соответствовать 4,8 мм. См. Таблицу 1 в конце данного раздела.
Лезвия с зубьями высотой 4,8 мм. используются для любых видов распиловки. Лезвия с зубьями высотой 4.0 мм используются в основном для распилки мерзлых, твердых пород древесины. Лезвия с зубьями высотой 4.3-6.4 мм могут использоваться для обработки очень мягких пород древесины.
3 УГОЛ ЗАТОЧКИ
Угол заточки, степень заточки и разводка зубьев — наиболее важные факторы, влияющие на рабочие характеристики лезвия. Все эти факторы влияют на качество распиловки и производительность распиловочной установки.
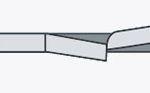
Угол заточки — это угол отклонения торца зуба от вертикали. Благодаря наличию угла заточки зуб «зацепляет» древесину. Зуб должен проникнуть достаточно глубоко в древесину, чтобы лезвие само эффективно могло производить выброс опилок. Если угол заточки слишком велик для данной скорости подачи пилы, то это может привести к появлению вибраций и как следствие — ухудшению качества распила. При малом угле заточки зуб не будет входить в древесину на достаточную глубину, что может привести к дополнительным нагрузкам при распиловке и ухудшению качества распила.
Величина угла заточки зависит от типа обрабатываемой древесины и производительности установки. Как правило, чем меньше угол заточки, тем меньше производительность распиловочной установками См Таблицу 1 в конце раздела.
Рекомендуемый для большинства случаев угол заточки составляет 10 -12 градусов. Для распиловки твердых пород .Для мерзлой древесины рекомендуется угол заточки 12,5-15 градусов.
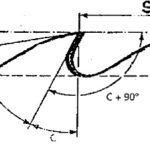
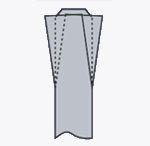
4 УГОЛ ТОРЦА
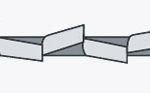
Угол торца — это угол отклонения торца зуба относительно самого лезвия.
При неотклоненном положении зуба угол торца равен 90 градусов. При разводке лезвия угол торца изменяется на несколько градусов и становится больше 90 градусов.
5 РАЗВОДКА ЗУБЬЕВ
Разводка зубьев — это важный фактор, .влияющий на распиловочные характеристики лезвия.
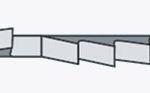
Разводка зубьев — это линейная величина отклонения зуба на заданный угол относительно плоскости лезвия. Чем больше разводка зубьев, тем шире пропил и большее усилие требуется приложить при распиловке.
См. Таблицу 1. Рекомендуемая разводка зубьев как правило составляет 0.5 — 0.55 мм для 1.1 мм лезвий. При работе с твердыми порогами и мерзлой древесиной величина разводки должна.быть заключена в диапазоне 0.4 — 0.45 мм для 1.1 мм лезвий. Большая разводка используется при работе с мягкими породами древесины ( 0.55 — 0.6 мм для 1.1 мм лезвий ).
Запомните, что при заточке зубьев и уменьшении их высоты, разводка также уменьшается и требуется проведение разводки зубьев лезвия.
Пила WOOD-MIZER разработана изначально гораздо более жесткой, чем практически все ее основные конкуренты, поэтому она не теряет устойчивости при меньшем, чем другие пилы натяжении, а чем меньше натяжение, тем меньше напряжения, возникающие в полотне и, как следствие, меньше вероятность разрыва пилы.
Для того, чтобы правильно выставить натяжение полотна на пилораме следует сделать следующее:
Пилить надо на минимально возможном натяжении (150 — 170 атм.) это продлит жизнь пилы.
Для того, чтобы получать пиломатериал высокого качества, не переплачивая при этом за пилы, нужно соблюдать ряд несложных требований:
a) Необходимо следить за состоянием ремней на шкивах, два ремня стоят меньше, чем одна пила, поэтому можно позволить себе менять их чуть чаще, и экономить на пилах совершенно несравнимые деньги. Абсолютно недопустимо прохождение полотна пилы по металлу, если это происходит, то пила не простоит и одного часа.
b) Важно правильно выставить полотно пилы на шкивах : расстояние от впадины зуба до кромки шкива может изменяться в зависимости от типа станка.
c) Правильно выставить направляющие ролики :
d) При точении пилы форма зуба должна повторяться в точности с образцом .
e) Разводка полотна должна отвечать выполняемой работе, так как полотно,
уверенно пилящее бревно диаметром 30 см., не будет с тем же успехом пилить
бревно диаметром 60 см., потому что объем отводимых от пропила опилок приблизительно в два раза больше.
f) Выберите правильную смазку для пилы. Оптимальной смазкой является смесь из 50% солярки и 50% масла для смазки для шин бензопил (для пилении при температуре ниже -15° .С). Эта смесь должна наноситься на пилу тонким слоем посредством распыления. Смазки не должно быть много, одного напыления хватит на некоторое время. Вы легко заметите, что пора смазывать еще по тому, как вернется звук, пропавший было после нанесения смазки. Наносите смазку таким образом, чтобы она попадала на обе стороны пилы. Применение смазки позволит Вам также снизить количество «зацветших» досок, от попадающих на них опилок и воды
g) СНИМАЙТЕ НАТЯЖЕНИЕ ПИЛЫ, КАК ТОЛЬКО ПРЕКРАТИЛИ ПИЛИТЬ
В процессе пиления пилы РАЗОГРЕВАЮТСЯ и, как следствие, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера и в процессе этого в пиле возникают избыточные напряжения. Помимо этого в пиле остается память от формы двух шкивов, что не удлиняет жизнь пилы.
К тому же. ремни на шкивах оказываются смяты, что делает их, во-первых, не круглыми и добавляет дополнительную вибрацию на пилу, а во-вторых, заминает «горбию» на ремне, который обеспечивает само центрирование пилы на шкивах.
КАК ПОНЯТЬ, ПРАВИЛЬНО ЛИ РАЗВЕДЕНА ВАША ПИЛА?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она пропиливает, находится смесь из 65-70% опилок и 30-35% воздуха. Внешним проявлением того, что пила разведена правильно, является то, что она выбрасывает из пропила приблизительно 80-85% опилок.
В случае, когда развод пилы недостаточен, на поверхности доски остаются плотно спрессованные горячие опилки, ничего хуже для пилы невозможно придумать. Опилки должны быть теплыми, а не горячими и не холодными.
Пила, которая разведена слишком сильно, скорее всего, будет пилить рывками, а разведенная недостаточно будет волнить.
Если Вы пилите бревна диаметром 30 см на хорошей скорости и опилки на ощупь теплые, то не следует пытаться пилить бревно диаметром 60 см. пилой с тем же разводом, ведь ей придется удалять из пропила вдвое больше опилок., а значит следует увеличить развод (приблизительно на 20%).
Вывод: бревна следует сортировать по толщине, прежде чем их пилить.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, не разводите зуб под корень, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Не забывайте , что чем мягче дерево, которое Вы пилите, тем больше должен быть развод.
Точить пилу следует после свободного провиса 4-5 часов в вывернутом состоянии с минимальным съемом металла ( если необходимо, то несколько раз), а потом зачистить заусенцы и разводить Основное правило: наилучший развод получается Вами экспериментально, не надо искать формулы для того, чтобы его вычислить.
Не забывайте о том, что индикатор на Вашем заточном устройстве, это прибор тонкий. Сбить его настройку ничего не стоит. Работает он в чрезвычайно напряженном режиме, судите сами: на вашей пиле приблизительно 220 зубьев. Вы перетачиваете пилу 15 раз , получается, что за жизнь пилы; индикатор срабатывает при ее разводке по крайней мере 3,5-4 тысячи раз (часто приходится разводить зуб в несколько приемов). Этот пример приведен с целью напомнить Вам о том. что индикатор со временем изнашивается и , что проверять его установку следует почаще.
Неоднократно доказано, что качество распила в значительной степени зависит от того, какую форму имеют зубья Вашей пилы. Форма зуба разрабатывалась и выверялась
годами и проводить еще раз эти эксперименты нецелесообразно. А потому, целесообразно иметь образец (сантиметров 30) пилы и котролировать форму зуба каждый раз, когда вы перетачиваете пилу.
СПОСОБЫ РАЗРЕШЕНИЯ ВОЗМОЖНЫХ ПРОБЛЕМ С ПИЛЕНИЕМ
1. При входе в бревно пила делает скачек вверх и, когда Вы снимаете доску, она кривая, как сабля. Это вызвано, скорее всего, тем, что угол заточки зуба слишком большой, а развод недостаточен. Попробуйте уменьшить угол заточки зуба на пару градусов и увеличить развод на 2-3 тысячных; на сторону.
2. При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия» или «отжима», то есть говорят: пилу отжимает. Вызвано это, скорее всего, слишком большим углом заточки зуба. Попробуйте уменьшить угол заточки на пару градусов.
3. Пила «ныряет» вниз и пилит ровно после этого. Это может быть обусловлено несколькими причинами, например тем, что пила затупилась, однако, скорее всего, причиной этого явления является недостаточный угол заточки пилы, что может быть в свою очередь вызвано тем, что заточник не заправляет своевременно камень, осмотрите полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки зуба на пару градусов.
4. Пила «ныряет» вниз и, когда Вы снимаете доску, она кривая как сабли. Это, скорее всего, вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Посмотрите на полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки на пару градусов и увеличить развел на 2-3 тысячных на сторону.
5. Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод на 0.006-0.008 дюйма на сторону по индикатору.
6. На доске остается слишком много опилок и они рыхлые на ощупь. Это, скорее всего, вызвано слишком большим разводом и если вы присмотритесь внимательнее, то увидите характерные царапины поперек полотна доски, так называемые «следы от зуба» . Как Вы уже, наверное, догадались, следует несколько уменьшить развод пилы.
7. Нa полотне пилы «накатываются» опилки. Это вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличьте развод на 0,005 дюйма на сторону по индикатору.
8. Опилки «накатываются» на верхней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
9. Опилки на доске спрессованы и горячие на ощупь. Развод недостаточен, следует увеличить развод на 0.003 дюйма на сторону по индикатору. Угол заточки уменьшить.
НЕ ЗАБЫВАЙТЕ, ЧТО ПИЛЕНИЕ НЕРАЗВЕДЕННОЙ ПИЛОЙ — ЭТО-САМЫЙ БЫСТРЫЙ СПОСОБ ЕЕ ПОРВАТЬ
10. Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна. Расстояние от тыльной стороны полотна до упора направляющего ролика не должно превышать величину , указанную на обороте в зависимости от типа станка.
11. Новая, ни разу не переточенная пила трескается по впадинам зуба. Это чаще всего вызвано тем, что полотно недостаточно разведено для той работы, которую им пытаются выполнить ( см. п.4 основных правил пиления)., либо тем, что полотном продолжали пилить после того, как оно затупилось ), либо могло произойти после первого реза, если бревно было достаточно «обваляно» в песке.
12. После перезаточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки одним разом сняли слишком большое количество металла, в результате чего получился перекал поверхности зуба. Либо это связано с изменением геометрии зуба. Сравните геометрию зуба с той, которая была первоначально, приложив к пиле кусок полотна, который ни разу не перетачивался.
www.stromles.ru